

The food processing industry relies heavily on precision, consistency, and hygiene. Whether it’s producing dairy products, beverages, edible oils, sauces, juices, or packaged foods, maintaining the right temperatures throughout the manufacturing process is essential for product quality and food safety.
Behind many of these temperature-controlled operations is a piece of equipment that often goes unnoticed but plays a critical role in production efficiency—the heat exchanger.
Heat exchangers are widely used throughout food processing facilities to heat, cool, pasteurize, sterilize, and recover energy from various process streams. By enabling efficient heat transfer between fluids without direct contact, they help manufacturers improve productivity, reduce energy consumption, and meet strict food safety standards.
At SS PHE India, we understand the unique challenges faced by food processing companies. Reliable heat transfer solutions not only improve operational efficiency but also contribute to consistent product quality and regulatory compliance.
Why Heat Exchangers Are Essential in Food Processing
Food products are often highly sensitive to temperature variations. Excessive heating can affect flavor, texture, color, and nutritional value, while insufficient heating may compromise food safety. Similarly, proper cooling is essential to preserve freshness and extend shelf life.
Heat exchangers help maintain precise temperature control throughout the production process, ensuring that products are processed under optimal conditions while minimizing energy waste.
In modern food manufacturing plants, heat exchangers are used not only for heating and cooling but also for energy recovery, helping reduce operating costs and improve sustainability.
Common Applications of Heat Exchangers in Food Processing Industries
Pasteurization
Pasteurization is one of the most important applications of heat exchangers in the food industry. Products such as milk, fruit juices, liquid eggs, and beverages must be heated to specific temperatures to eliminate harmful microorganisms while preserving quality.
Plate Heat Exchangers are commonly used for pasteurization because they provide rapid and uniform heat transfer while maintaining precise temperature control.
Dairy Processing
The dairy industry uses heat exchangers extensively for milk heating, cooling, cream processing, yogurt production, and cheese manufacturing. Consistent temperature control is critical for maintaining product quality and meeting food safety regulations.
Heat exchangers help ensure efficient thermal processing while minimizing product losses.
Beverage Production
From fruit juices and soft drinks to breweries and bottled water plants, beverage manufacturers depend on heat exchangers for product heating, cooling, and process temperature control.
Efficient heat transfer helps maintain flavor consistency, product stability, and production efficiency.
Edible Oil Processing
Heat exchangers play an important role in refining, deodorization, cooling, and storage processes within edible oil manufacturing facilities. Proper temperature management helps improve product quality and process efficiency.
Food Sterilization
Many food products require sterilization to extend shelf life and ensure consumer safety. Heat exchangers are used to achieve precise thermal treatment without damaging product characteristics.
Cooling and Refrigeration Systems
Food processing facilities rely heavily on cooling systems to preserve raw materials and finished products. Heat exchangers are commonly used in refrigeration units, chillers, and cold storage applications to maintain controlled temperatures throughout the production chain.
Types of Heat Exchangers Used in Food Processing Plants
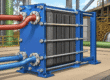
Plate Heat Exchangers
Plate Heat Exchangers are among the most popular choices in food processing because of their compact design, high efficiency, and hygienic construction. They are easy to clean and maintain, making them ideal for applications requiring strict sanitation standards.
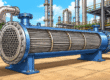
Shell and Tube Heat Exchangers
Shell and Tube Heat Exchangers are widely used for applications involving high temperatures, larger capacities, or demanding process conditions. Their robust design provides reliable performance in continuous production environments.
Brazed Plate Heat Exchangers
These compact heat exchangers are commonly used in refrigeration systems, cooling circuits, and auxiliary equipment where space-saving and energy efficiency are important.
Fully Welded and Semi-Welded Heat Exchangers
For specialized food processing applications involving aggressive cleaning chemicals or challenging operating conditions, welded heat exchangers offer enhanced durability and long service life.
Benefits of Using Heat Exchangers in Food Processing
Improved Product Quality
Accurate temperature control helps preserve taste, texture, color, and nutritional value, resulting in higher-quality food products.
Enhanced Food Safety
Proper heating and cooling processes help eliminate harmful microorganisms and maintain compliance with food safety regulations.
Energy Savings
Modern heat exchangers allow manufacturers to recover and reuse heat from production processes, reducing energy consumption and operating costs.
Increased Production Efficiency
Efficient heat transfer shortens processing times and improves overall plant productivity.
Lower Maintenance Costs
Well-designed heat exchangers offer reliable performance and require minimal maintenance, helping reduce downtime and repair expenses.
Sustainability Benefits
By reducing energy waste and improving resource utilization, heat exchangers support environmentally responsible manufacturing practices.
Hygiene and Material Considerations
In food processing applications, hygiene is just as important as performance. Heat exchangers must be manufactured from food-grade materials such as stainless steel and designed to facilitate easy cleaning and inspection.
Many systems are integrated with Clean-in-Place (CIP) processes, allowing equipment to be cleaned thoroughly without disassembly. This helps maintain high sanitation standards while minimizing production interruptions.
Selecting the right material and design is critical for ensuring long-term reliability and compliance with food industry regulations.
Choosing the Right Heat Exchanger for Food Processing
Every food processing operation has unique requirements. Factors such as product viscosity, flow rates, temperature requirements, hygiene standards, cleaning procedures, and production capacity all influence heat exchanger selection.
Working with an experienced supplier ensures that the equipment is properly designed to meet process demands while maximizing efficiency and product quality.
How SS PHE India Supports Food Processing Industries
At SS PHE India, we provide a comprehensive range of heat transfer solutions for food processing applications. Our portfolio includes Plate Heat Exchangers, Shell and Tube Heat Exchangers, Brazed Plate Heat Exchangers, Fully Welded Heat Exchangers, Semi-Welded Heat Exchangers, PHE Gaskets, Plates, and Spare Parts.
Our team works closely with food manufacturers to understand their process requirements and recommend solutions that improve efficiency, reliability, and product quality. Whether it’s a new installation, system upgrade, or maintenance requirement, we are committed to delivering dependable and cost-effective heat transfer solutions.
Conclusion
Heat exchangers are an essential part of modern food processing operations. From pasteurization and cooling to energy recovery and refrigeration, they help manufacturers maintain product quality, improve food safety, reduce energy consumption, and increase operational efficiency.
As the food processing industry continues to evolve, investing in efficient and hygienic heat exchanger solutions is becoming more important than ever. By choosing the right equipment and working with experienced partners like SS PHE India, food manufacturers can achieve better performance, lower operating costs, and long-term operational success.